Root Cause Analysis on Steam Turbine Driven Pump Tripping on Close Feedback of the Inlet On-Off Valve
Today we are going to have a look at a root cause analysis (RCA) in which a steam turbine-driven pump tripped on close feedback of the inlet on-off valve. This RCA is one of the most interesting as this RCA will teach us one of the most important concepts of instrument designing.
Steam Turbine Driven Pump Trip
A plant of one of the well-known process industries had a steam turbine-driven pump for transferring material to the downstream plants. The material which was transferred using this steam turbine-driven pump was the raw material for the downstream plant.
A total of 6 such steam turbine-driven pumps were installed for the same purpose. Two used to remain on standby and 4 in running condition. One day one of the steam turbine-driven pumps tripped on the close feedback of the inlet on-off valve.
Some of the logic for the trip command to the steam turbine-driven pump was as follows.
- High speed of the steam turbine-driven pump
- Steam cut by close of the chest valve with a mechanical system of over-speed protection
- The high bearing temperature of the steam turbine-driven pump
- Close command to the chest valve’s SOV
- Close feedback of the inlet on-off valve
- Stop command from the HMI (Human Machine Interface)
- Stop command from the local emergency push button
As soon as the steam turbine-driven pump tripped, the stand-by steam turbine-driven pump was started by the operations team and the process was normalized again.
Observations of the Operation & Maintenance Team
Total 4 numbers of the steam turbine driven pumps were running normally as per the load. One of the steam turbine-driven pumps tripped on the close feedback of the inlet on-off valve.
Immediately, the operations team started one stand-by steam turbine-driven pump and normalized the process. Fortunately, there was no major disturbance in the downstream plant.
When the maintenance team visited the steam turbine-driven pump for checking the inlet on-off valve, the following observations were made by them:
- Stroke checking was done. The inlet on-off valve’s response was ok. But the feedback was not updated on the graphics.
- The feedback assembly was opened and found that the connections were heavily corroded along with moisture content on the terminal block. Also, no voltage was coming to the proximity sensor. So new lugging was done after cutting some cable. But still, the voltage was not coming.
- The intermediate junction box was nearby, so the junction box was opened to check the connection’s healthiness. The connections were tight and no corrosion was found. No voltage was coming on the terminal blocks of the junction box.
- The marshaling cabinet was checked and found that the fuse was in blown condition. So, the fuse was replaced. After replacing the fuse, the voltage was coming into the field.
- The response of the proximity sensor was checked. The proximity sensor was working perfectly.
Fault Tree Analysis of Steam Turbine Trip
Fault tree analysis was made for the steam-driven turbine tripped on close feedback of the inlet on-off valve.
The fault tree analysis is shown below:
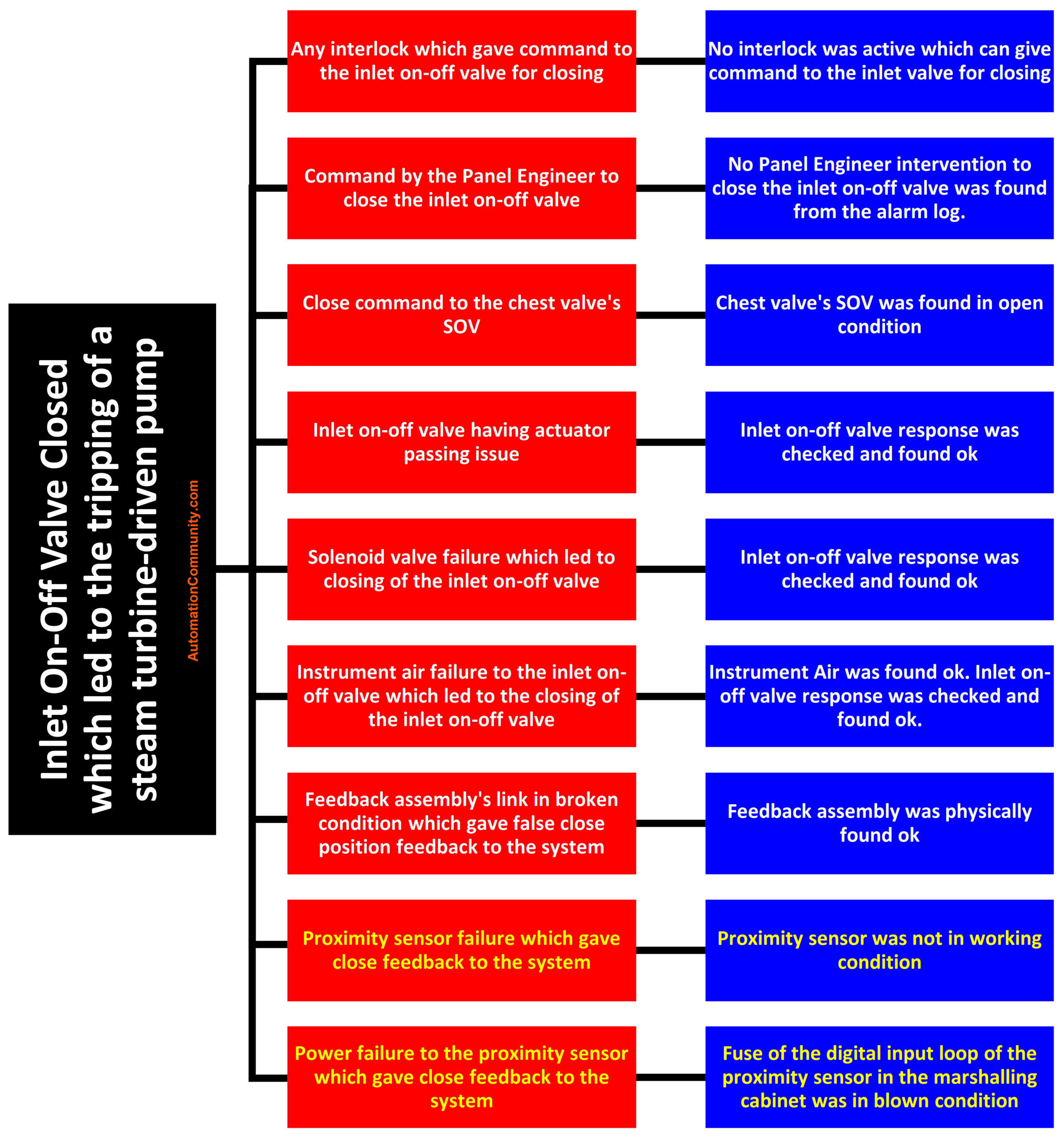
As seen from the above fault tree analysis, various causes were identified for the problem statement “steam-driven turbine tripped on close feedback of the inlet on-off valve”.
Various reasons were taken into consideration as seen from the above fault tree analysis:
- Any interlock which gave the command to the inlet on-off valve for closing
- Command by the Panel Engineer to close the inlet on-off valve
- Close command to the chest valve’s SOV
- The inlet on-off valve has an actuator passing issue
- Solenoid valve failure which led to the closing of the inlet on-off valve
- Instrument air failure to the inlet on-off valve which led to the closing of the inlet on-off valve
- Feedback assembly link in the broken condition which gave false close position feedback to the system
- Proximity sensor failure which gave close feedback to the system
- Power failure to the proximity sensor which gave close feedback to the system
The final conclusion from the fault tree analysis was that the steam-driven turbine tripped on close feedback of the inlet on-off valve because the fuse of the digital loop of the proximity sensor was in a blown condition which lead to the close feedback of the inlet on-off valve.
Root Cause Analysis for Wrong Close Feedback of the Inlet Valve
When the Instrument Engineer visited the field to check the inlet on-off valve, physically everything was found ok. So, the Instrument Engineer coordinated with the operation team and after proper isolation of the inlet on-off valve, the stroke testing was done.
The inlet on-off valve was working perfectly. But while checking the stroke, the feedback on the graphics was remaining closed only. So, the Instrument team opened the feedback assembly box. Moisture was found when the feedback assembly box was opened.
Also, there was heavy corrosion on the cable of the open feedback proximity sensor. One more thing the instrument engineer observed was that there was only one proximity sensor. This sensor was only for open feedback. So, when the open feedback proximity sensor is not active, the system will consider it as close feedback. This was done through programming.
Due to the moisture in the feedback assembly box, the connections got corroded. Also, due to moisture, the current might have found the path, and a short circuit occurred. Because of the short circuit, the fuse got blown. When the fuse got blown, the open feedback’s bit in the program became 0 and the close feedback’s bit became 1. This close feedback led to the tripping of the steam turbine-driven pump.
Recommendations
After this incident few recommendations came which are very useful for an Instrumentation & Control engineer:
Recommendation 1: Do rigorous Look Listen Feel (LLF) rounds. No point should be skipped. In many plants, if monsoon protection is looking ok, then no action is taken.
This is a good practice. But the best practice is to remove the covers of every instrument and redo the monsoon protection after inspection of the internals. This will surely eliminate the chance of such an incident which happened with the steam turbine drive pump.
Recommendation 2: As far as the design is considered, for every on-off valve having tripping on feedback, it is recommended to have open feedback as well as close feedback sensor element like proximity or limit switch. When no feedback is present, the color of the on-off valve should go gray (or any other color which indicates that the valve is neither open nor closed).
In this case, the configuration was done such that on the failure of the open feedback proximity sensor, the steam turbine drive pump got tripped because close feedback became active as soon as open feedback went inactive.
Recommendation 3: In very high critical services which can have very high production loss, it is best practice to have 2 out of 2 configurations for such feedbacks having logic for tripping.
Read Next:
Kumar
February 28, 2023Very helpful article.