100 Must Know Objective Questions On Siemens PLC
Prepare thoroughly for Siemens PLC assessments with our compilation of 100 essential objective questions. Strengthen your grasp on PLC fundamentals and advance your proficiency in industrial automation.

Unlocking Differential Pressure Transmitter Interviews: Expert Answers
Maximize your interview performance with expert answers tailored for differential pressure transmitters. Our comprehensive guide equips you with the knowledge to succeed.

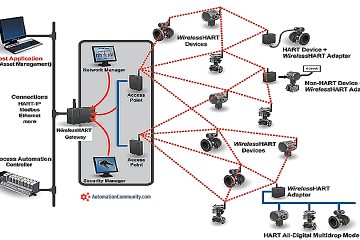
Exploring Wireless HART: Objective Questions with Detailed Explanations
Discover Wireless HART technology with clear explanations of objective questions. This detailed guide provides easy-to-understand insights, making it perfect for anyone interested in learning about industrial wireless communication protocols.

OPC In Brief: Explaining Multiple Choice Questions
Discover OPC technology with simple explanations of multiple-choice questions. Ideal for quick understanding, this resource offers straightforward insights into OPC concepts, making it accessible to beginners and enthusiasts alike.
Exploring WiFi Concepts: Understanding Through Questions and Answers
Gain a complete understanding of WiFi concepts through insightful questions and answers. Explore the fundamentals of wireless communication, network security, and more in this informative guide.

DeviceNet: Test Your Knowledge with Multiple Choice Questions
Prepare to test your understanding of DeviceNet with a series of multiple-choice questions. This comprehensive resource allows you to assess your knowledge and deepen your understanding of DeviceNet protocols and applications.

100 Questions On Bluetooth: Brief Question & Answers Unveiled
Explore the world of Bluetooth technology through 100 brief questions and answers, unveiling key insights and practical knowledge.

Analytical Instruments: Exploring 100 Questions with Detailed Answers
Dive into the world of Analytical Instruments with comprehensive insights. Explore 100 questions answered in detail, providing thorough understanding and clarity on various analytical techniques and tools.

GPS Explained: A Roadmap to Understanding with 100 Q&A
Gain clarity on GPS technology with "GPS Explained: A Roadmap to Understanding." This guide offers 100 Q&A sessions, illuminating satellite navigation, location services, and fundamental GPS principles for comprehensive comprehension.

Exploring I2C in Detail: Comprehensive Q&A
Discover everything you need to know about I2C with our comprehensive Q&A guide, providing in-depth insights and detailed explanations.
Popular Posts